POC MAI 2023 / IMPRESSION 3D UV d’une protection : Protège Equerre de lit
L’exemple qui va suivre n’est qu’une application parmis tant d’autres où le sur mesure adapté à chaque cas est la force de l’impression 3D.
Dimensions de l’équerre à protéger :
60mm de large x 60mm de profondeur x 2,5 mm épaisseur
Nous allons décrire comment réaliser le protège équerre en imppression 3D UV à l’aide d’une imprimante 3D Asiga max 385nm
- Réalisation du dessin de la pièce aux dimensions souhaitées
- Mise en place de l’impression 3D
- Choix du matériau d’impression
- Conditions d’impression 3D
- Vérification de la fonctionnalité / premier prototype
- Mise en place chez l’utilisateur
REALISATION DU DESSIN
Utilisation d’un logiciel de dessin industriel adapté comme Fusion 360
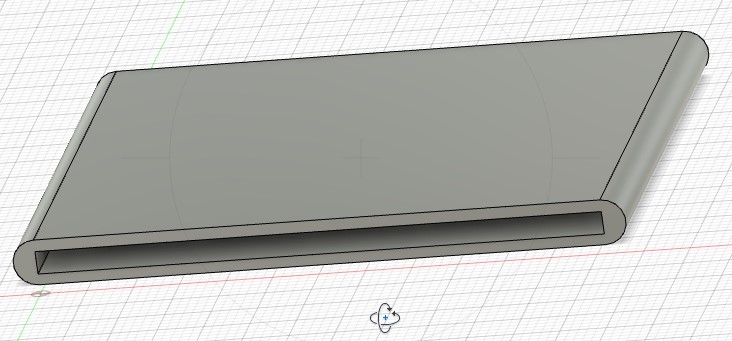
dimensions 66x5x55 avec une gorge de 3 mm de large pour une équerre de 2 à 2,5 mm d’épaisseur. Une fois le fichier dessiné on l’enregistre au format d’impression 3D .stl ou .obj. non sans avoir vérifié toutes les faces du dessin .
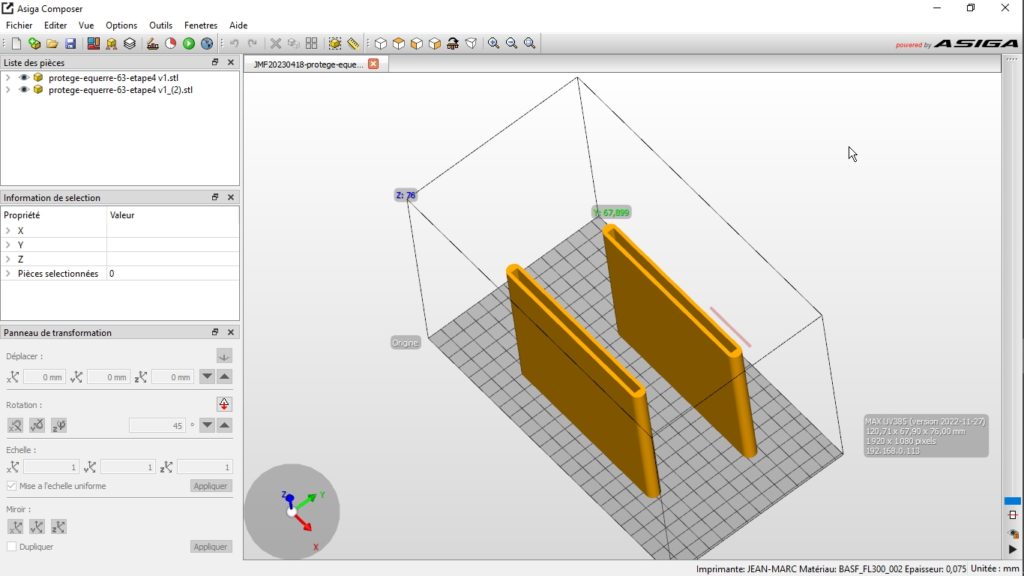
MISE EN PLACE DE L’IMPRESSION 3D
A l’aide du logiciel Asiga composer , on charge le fichier d’impression. On place la pièce à imprimer en position d’impression telle que rapportée sur l’image avec la gorge tournée vers le bain. Pour gagner du temps on peut imprimer plusieurs pièces à la fois en duplicant. Içi on avait 8 protège- équerre à réaliser. On décide pour ne pas compliquer d’en imprimer deux à la fois seulement car la pièce va être imprimée verticalement avec la gorge tête en bas pour laisser s’écouler la matière. Compte tenu de la faible épaisseur relative de gorge cet élément est resté un point délicat de l’impression.
POLYMERE UV et formulation : Le polymère ou plutôt la formulation encore appelée résine UV est choisie parmi les matières dites « rubber-like » commercalement disponibles dont les propriétés mécaniques sont intéressantes pour l’application . Dans ce cas nous avons une résine qui une fois polymérisée a les propriétés mécaniques suivantes DSA =60 ; Résistance Rupture =2MPa ; Allongement à la rupture =70% et Module de Young =13MPa. C’est une formulation de polyuréthane -acrylate transparent chargé avec un photoamorceur type BAPO ( voir article photoamorceur du mois d’avril 2023). La viscosité de la formulation est de 380mPa.s à 30°C . On conseille d’imprimer entre 25° et 30°C pour avoir une viscosité assez faible ( <1000mPa.s) et un bon écoulement de la résine entre chaque couche d’impression. On aurait pu pour cette application choisir d’autres élastomères UV à condition de conserver une résistance à la déchirure satisfaisante > 10kN/m ( EPDM , Silicones …) . En effet les bords de l’équerre métallique sont relativement tranchants et demandent un matériau élastomère qui ne se déchire pas ( voir la vidéo avec l’utilisateur)
CONDITIONS D’IMPRESSION 3D-UV
On remplit le bac d’impression avec 220g de résine UV flexible transparente et on fixe la température à 30°C. Chaque couche ayant une épaisseur de 75 microns, on aura donc 733 couches à imprimer pour avoir la taille de 55mm en hauteur . On choisit une puissance moyenne de 10mW/cm2 et 5s d’exposition pour la couche d’accroche sur le plateau et ensuite 2s d’exposition pour toutes les autres couches. Le temps d’attente entre chaque exposition est conditionné par la levée du plateau 2,4mm/s, l’attente 0,1s entre chaque impression et la redescente à 2,4mms. Le temps d’exposition total enregistré a été d’environ une heure pour 2 pièces sans optimiser le process.
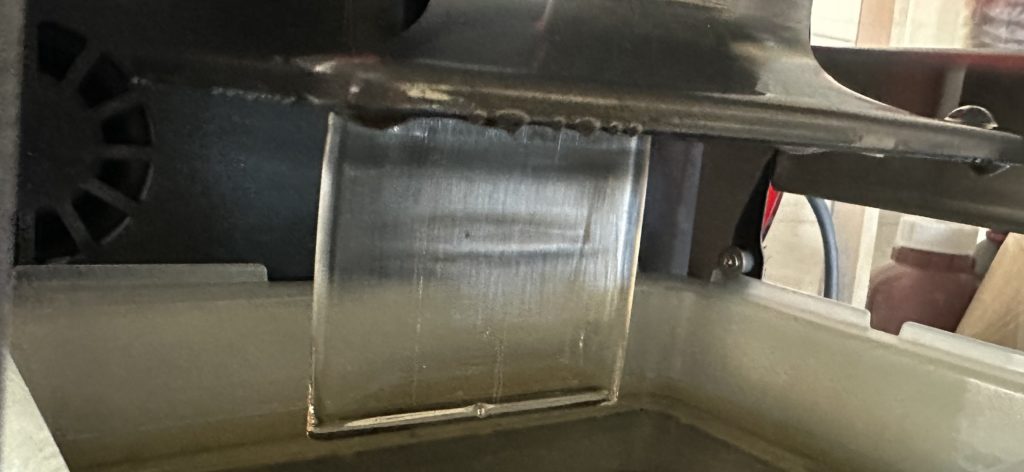
Sur la photo est représenté le protège -équerre (pièce d’essai unique) qui est détachée du plateau après impression,égouttée pour laisser couler la résine non polymérisées rincée à l’isopropanol et séchée. Aucun post-cure n’est effectué. Le touché est à peine collant en surface.
FONCTIONNALITE
Nous avons vérifié la fonctionnalité en mesurant les dimensions de l’objet imprimé. Ce dernier correspond aux dimensions souhaitées à +/-0,1 mm.
On enfile alors le protège équerre imprimé sur l’équerre métallique prêtée par l’utilisateur pour réaliser la pièce d’épreuve. Le protège équerre imprimé en 3D s’enfile parfaitement . Il est temps d’aller voir l’utilisateur une fois que les 8 pièces demandées auront été imprimées. Nous gardons la pièce d’épreuve en échantillon témoin.

Pour finir cette démo nous avons réalisé des desssins de pièces avec des trous pour pouvoir fixer les équerres si nécessaires mais nous n’avons pas eu besoin d’imprimer ces pièces avec les trous car l’utilisateur a jugé l’utilisation satisfaisante avec le protège équerre en surface pleine .
DISCUSSION
POLYPOC démontre donc dans cet article, la réactivité possible que l’on peut avoir dans la réalisation de pièces de protection à la demande (protections de coins, de bords en général). L’impression UV de part la qualité du respect des géométries et de la rapidité d’impression constitue un mode d’impression de choix. Pour des pièces aux dimensions plus grandes, il sera possible également selon votre demande de voir comment on adapte l’impression sur une imprimante avec un plateau plus grand et un déplacement vertical plus important. POLYPOC peut louer pour vous le temps d’impression machine pour cette occasion après avoir vérifié le prototypage sur l’Asiga max .
N’hésitez pas à nous contacter pour toute évaluation.