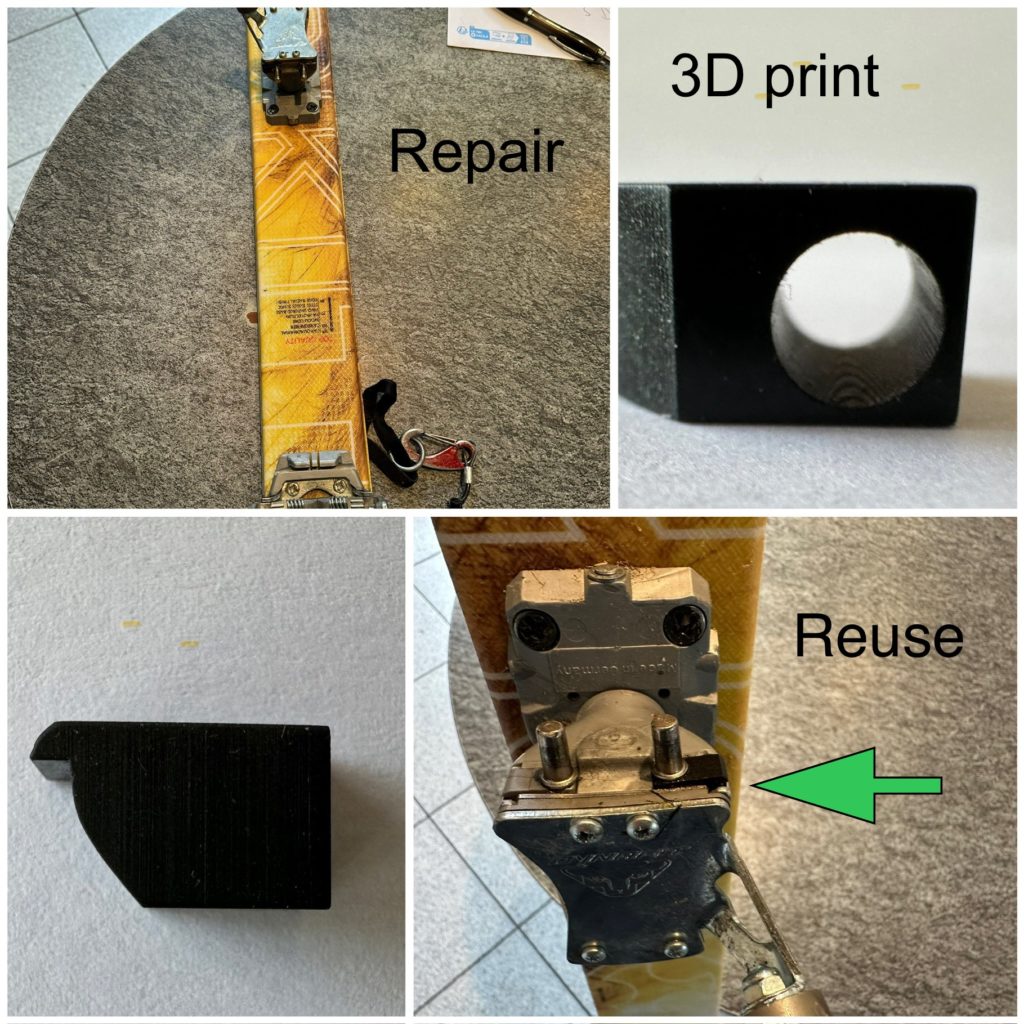
Il est souvent utile de pouvoir se servir de son matériel de randonnée à ski sur des itinéraires qui peuvent abîmer les skis, les chaussures (terre, caillous , rochers affleurant…) . Bien souvent on aime à utiliser une vieille paire de skis que l’on a en réserve mais parfois certaines pièces qui cassent sont difficiles à remplacer car on ne les trouve pas chez les fournisseurs spécialisés .
Un ami nous a contacté pour prolonger la vie de ses vieux skis de randonnée car une pièce guide de butée de chaussure avait cassé .
Nous avons donc réalisé cette petite pièce en redessinant la pièce et en l’imprimant par un procédé DLP, avec un acrylate polyurethane formulé par BASF pour un très bon résultat du premier coup. La pièce est remontée sur les skis sans problème. Elle est testée sur une première randonnée en Février 2024. Un an après la conception de la pièce les skis sont prêts pour une deuxième saison supplémentaire.
Proposer nos services pour maitriser les couleurs des résines photopolymérisables utilisées en impression 3D et permettre aux utilisateurs et fournisseurs de teinter leurs produits UV. Pour l’utilisateur il peut être aussi intéressant d’apprendre à connaitre les solutions possibles avec des colorants issus de la biomasse.
Dans cette approche nous avons commencé par le rouge qui ne devrait pas poser de problèmes d’absorption du rayonnement UV émettant à 385nm et 405nm. En effet le rouge visualisé par l’œil humain correspond à la couleur complémentaire d’absorption du colorant ou du pigment ( içi le vert à environ 520nm).
On décide à titre d’exemple pour illustrer notre propos de publier les résultats obtenus avec le colorant de synthèse E129 composé mono diazoïque l’Allura red AC qui a un maximum d’absorption dans l’eau λmax=504nm. Nous l’avons utilisé en comparaison avec un colorant rouge issu de la biomasse.
A titre comparatif ce colorant rouge synthétique E129 de référence est donc utilisé pur (100%) ou en support laque (28-35%) sous une forme liposoluble. Pour l’étude, nous avons utilisé un colorant rouge (100% naturel) à base d’extraits végétaux de radis et de cassis. Les molécules colorantes sont des anthocyanines spécifiques des fruits et légumineux considérés.
Ces colorants commercialisés en poudre ont été dispersés entre 0,1 et 2% en masse dans une résine polyuréthane acrylique de base (dureté Shore-A = 45 après photoréticulation) . On note une bonne dispersion et solubilisation dans la résine de base jusqu’à 20% en masse pour l’ensemble des colorants utilisés. Nous recommandons de passer par une phase épaisse à 10-20% de colorant avant de diluer à la dose recherchée (généralement entre 0,1 et 5%)
Sources des matières colorantes utilisées
-Le colorant synthétique laque E129 est vendu par Deco Relief (référence CH47)
-Le colorant synthétique E129 annoncé pur >99% ( fiche de sécurité) est vendu sous la marque Instant Sunshine TM
-Le colorant naturel rouge est vendu par Deco Relief (référence CH20)
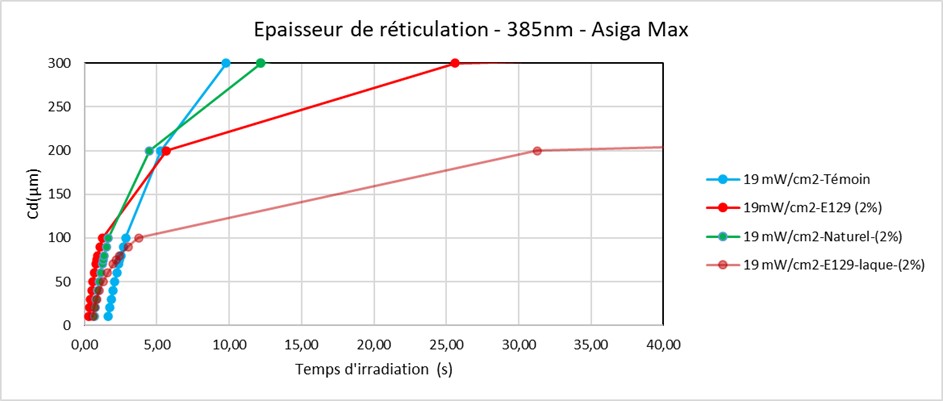
On utilise une imprimante 3D Asiga Max pour réaliser des impressions à différentes énergies et temps d’exposition. Les mesures de la hauteur polymérisée (Cd en microns Figure-1-) nous permettent selon l’équation de Jacobs de déterminer les énergies minimales pour créer un film polymérisé et l’épaisseur de pénétration de la lumière. On rapporte Figure-1- les épaisseurs réticulées (Cd en microns) en fonction du temps d’exposition. Ces résultats sont obtenus pour un photoinitiateur à base d’oxyde de diphényl(2,4,6-triméthylbenzoyl)phosphine introduit à 0,8%+/-0,2 dans la formulation. Cette étude est transposable au cas de photoamorceurs radicalaires non toxiques développés par certaines sociétés et universitaires.
Figure-1-
Jusqu’à une épaisseur de couche de 100 microns on ne note pas de grosses pertes d’activité du système quel que soit le colorant introduit à 2%. Cependant on obtient un impact fort du colorant laque à 2% sur la cinétique et profondeur de réticulation pour des couches de plus de 100 microns. Cela peut provenir du procédé d’obtention du colorant qui est une précipitation du colorant sous la forme d’un complexe d’aluminium qui donne une teinte très intense (« vide-Infra »)
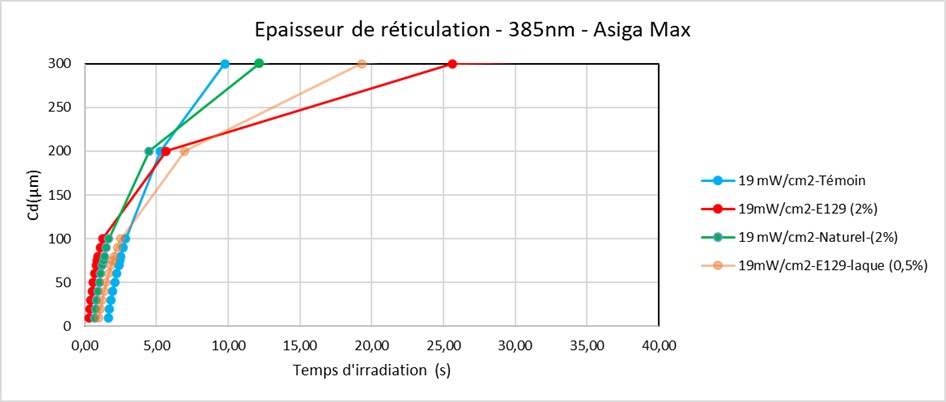
On a donc réalisé des dilutions plus importantes de ce pigment synthétique dans la résine pour retrouver des valeurs cinétiques comparables aux autres pigments à un taux moyen de 0,5% (Figure-2-).
Figure-2-
Etude de la coloration des pièces imprimées en 3D
Plusieurs approches ont été réalisées pour mesurer la teinte obtenue pour une épaisseur de photoréticulation de 27 couches de 75 microns soit 2mm, correspondant à une demande que nous avions pour un objet à imprimer en 3D.
En orthopédie il existe déjà une utilisation marquée de la 3D et de nombreuses sociétés se sont déjà positionnées pour la réalisation de pièces ou d’appareillages d’orthopédie. Les appareillages sont en général liés à la morphologie des personnes et donc à caractère uniques. De plus en plus de matières 3D sont aussi homologuées contact cutané et ce qui étend le champ des possibles. Les appareillages peuvent être instrumentés avec des dispositifs de captage de données pour les professionnels de la santé.
Le cas que nous allons décrire est issu de l’utilisation de dispositifs à base de capteurs pour la rééducation orthopédique. Il est lié à une application bien connue de la 3D qui est la réparation de pièce(s) pour des petites séries voire pour des pièces uniques dont le moule matrice a disparu. Ce cas intervient directement dans le cadre d’un dispositif de suivi digital orthopédique préventif ou réparateur des sportifs ou de l’ensemble des personnes présentant des problèmes d’entorse à la cheville.
La demande est issue d’un kinésithérapeute travaillant pour la structure CKS Sauvegarde à Lyon . Nous tenons à le remercier chaleureusement pour la confiance qu’il nous a témoigné tout au long de l’étude car ce n’était pas gagné d’avance !
Contexte
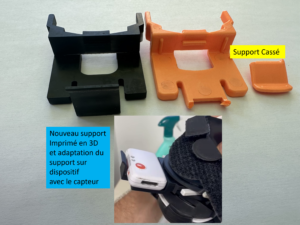
Un des dispositifs du centre de kiné du sport de la Sauvegarde permettant la réalisation d‘exercices de rééducations, comme le renforcement et la proprioception pour des entorses de cheville est commercialisé par la société Myolux. Il est équipé d’un capteur ou centrale inertielle commercialisé par Shimmer. Ce type de capteur clipsé sur un chausson mobile est une réelle avancée technologique dans le domaine. La société Myolux propose à partir d’un logiciel de traitement des données initiales du patient d’adapter les exercices de rééducation ou de renforcement en fonction des personnes. Les progrès se mesurent dès les premières séances.
Cet appareillage s’est trouvé cependant hors d’usage parce qu’une petite pièce amovible en polyamide qui accueille le capteur avait cassé. Il était donc très dommageable de ne pas pouvoir utiliser au CKS Sauvegarde un tel dispositif de plusieurs milliers d’euros juste à cause de la rupture d’une petite pièce intermédiaire. En échangeant avec le Kiné, nous avons pensé que l’impression 3D pouvait apporter une réponse adaptée pour remédier au manque de pièces amovibles de substitution. Le challenge de pouvoir remplacer sa pièce défectueuse à partir d’une impression 3D était devenu une évidence et était lancé pour PolyPoc.
Mise en place de l’impression 3D de support de capteur
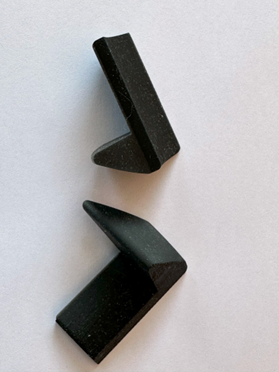
Nous avons donc analysé la géométrie de la pièce existante et conclu que le principal défi serait le respect des côtes de la pièce et donc la précision de l’impression si aucune erreur n’est présente sur le fichier CAO. Il fallait une précision de 1/10 pour des ergots de calage de 2mm pour réaliser la pièce fonctionnelle demandée. L’impression 3D en cuve de type DLP ou SLA permettra de répondre à ce genre d’exigence qualitative sans traitement de surface alors qu’il est difficilement envisageable de pouvoir réaliser ce genre de pièce avec la même précision par impression 3D fusion filamentaire (FFF) sans lissage de finition.
2 stratégies pour réaliser la conception de la pièce
-Une des options de conception de la pièce est de réaliser un travail de CAO à l’aide d’un scan pour obtenir les caractéristiques géométriques exactes de la pièce à réparer sous forme de fichier numérique directement transposable à une imprimante 3D.
-Une deuxième option consiste à réaliser la pièce à partir d’un fichier imprimable en 3D issu d’un travail de réingénierie représentant la pièce conçue pour de l’impression 3D et non plus pour un procédé de fabrication par moulage.
C’est la deuxième option que nous avons choisie mais nous étudierons sur cette preuve de concept ce qui est le plus rentable, et rapide. En effet à partir d’un scanner professionnel il est clair que l’on peut obtenir immédiatement une approche volumétrique exacte de la pièce et proposer une solution de dépannage immédiate. L’approche dessin (DAO) que nous avons choisi, permet de bien réfléchir également aux fonctionnalités de la pièce et finalement de redésigner un modèle adapté et plus robuste que celui proposé par le fournisseur sans forcément respecter la géométrie exacte du modèle initial. On conçoit ainsi un objet fonctionnel respectant certains critères de l’impression 3D.
Support Capteur cassé
Réalisation
Nous avons consacré quelques heures à la réalisation du dessin de la pièce et proposé une ébauche à notre client. Il s’avère que la première pièce imprimée en 3D réalisée à partir d’une résine PU-acrylate à 385nm d’irradiation (2,5 secondes par couche) a également subie une rupture très rapide au niveau de la languette.
Nous avons pensé que c’était plus un défaut de dessin de la pièce avec des points de faiblesse au niveau de la jonction des volumes créés qu’un problème de faiblesse du matériau après photoréticulation lors de l’impression 3D . La deuxième préparation du dessin de la pièce 3D s’est révélée gagnante avec une bonne résistance de la languette après impression 3D. La pièce testée a été validée par le kiné sur le dispositif Myolux et est donc opérationnelle.
Dans le « PoC » (Preuve de Concept) 3D qui va suivre la demande nous vient de JC Decaux, pour les vélos en libre-service pour une collectivité urbaine. Pour faire un rétrofit sans avoir à remplacer un grand nombre de pièces sur les vélos on peut ajouter une pièce et ainsi changer la technologie d’antivol des vélos de façon efficiente. L’équipe de Cyclocity et son responsable d’exploitation ont eu l’idée de tester une nouvelle preuve de concept en ajoutant à leurs fourches de vélo un détrompeur réalisé à l’aide d’une petite pièce imprimée en 3D avec un polyuréthanne résistant à l’impact. La pièce imprimée en 3D par procédé DLP (Digital Light Processing) par POLYPOC est usinée et vissée par l’équipe Cyclocity sur une fourche pour finaliser la preuve de concept.
Si on se projette sur le plan marketing à Lyon il y a par exemple plus de 10 millions de locations par an en 2022 pour environ 5000 « Velov » ce qui ferait à maturité quelques milliers de pièces (environ 2500) à produire en 3D. Sur des plateaux d’imprimantes industrielles DLP la possibilité de produire ces pièces qualitatives prendrait quelques heures pour 2500 vélos.
Propriétés mécaniques de la pièce à imprimer ;
La résistance à l’impact ou flexion 3 points des matériaux imprimés en 3D est essentielle si on veut dépasser le stade du prototypage en résistant aux tests métiers de l’équipe Cyclocity.
Un des objectifs de ce PoC était donc de visualiser la résistance de matières 3D/DLP ou SLA telles que les polyuréthanes de BASF de la gamme Ultracur3D.
Quelques exemples de propriétés mécaniques des résines thermodurcissables réticulées par photopolymérisation pendant l’impression 3D et commercialisées sont rapportées dans le tableau suivant et comparées aux matières plastiques usuelles.
*Résistance à l’impact / Matières plastiques usuelles
ABS
Polycarbonate
HDPE Impact grade
Resistance à l’impact – IZOD Entaillée (ASTMD256) (J/m)
106
>200
160
Resistance traction (ASTMD638) (MPa)
22
65
28
Elongation rupture (ASTMD638) (%)
6
80
8
*Résistance à l’impact / Matières plastiques Photopolymérisées / 3D-DLP /SLA
BASF Ultracur3D ST45
BASF Ultracur3D ST80
EVONIK INFINAM RG3101L
EVONIK INFINAM FL6100-L
LOCTITE 3172 HDT50
Liqcreate Tough-X
Resistance à l’impact* (IZOD Entaillée ASTMD256 (J/m)
20,8
17,1
45
20
73
72
Resistance traction (ASTMD638) (MPa)
62
34
52
90
39
15
Elongation rupture (ASTMD638) (%)
25
21
32
5
100
100
*Données issues des fiches techniques des fabricants de matières
Impact du Procédé 3D
A ces matières vient se rajouter le procédé d’impression 3D et on commence à voir publier des travaux qui montrent l’importance des paramètres d’impression et de l’étape de post traitement pour influencer les propriétés mécaniques et en particulier la résistance à l’impact.
L’épaisseur de couche est selon plusieurs auteurs un élément très important à optimiser pour obtenir la meilleure résistance à l’impact. Ce paramètre est bien sûr lié au temps d’exposition pour assurer une photopolymérisation qui soit en lien avec l’épaisseur de couche visée. Nous reviendrons sur cette notion de sous exposition ou de surexposition dans des « PoC » ultérieurs.
Pour ce cas nous sommes restés dans une fenêtre optimisée de photopolymérisation pour les propriétés mécaniques avec une épaisseur de couche de 75 microns et une énergie d’irradiation UV de 10mW/cm2 à 385nm.
Pour plus d’infos sur l’influence des paramètres d’impression sur les propriétés mécaniques résultantes, vous pouvez télécharger par exemple l’article publié par des équipes de l’Université de Daqing, et du centre de technologie d’impression 3D de Harbin en Chine
POC MAI 2023 / IMPRESSION 3D UV d’une protection : Protège Equerre de lit
L’exemple qui va suivre n’est qu’une application parmis tant d’autres où le sur mesure adapté à chaque cas est la force de l’impression 3D.
Dimensions de l’équerre à protéger :
60mm de large x 60mm de profondeur x 2,5 mm épaisseur
Nous allons décrire comment réaliser le protège équerre en imppression 3D UV à l’aide d’une imprimante 3D Asiga max 385nm
Réalisation du dessin de la pièce aux dimensions souhaitées
Mise en place de l’impression 3D
Choix du matériau d’impression
Conditions d’impression 3D
Vérification de la fonctionnalité / premier prototype
Mise en place chez l’utilisateur
REALISATION DU DESSIN
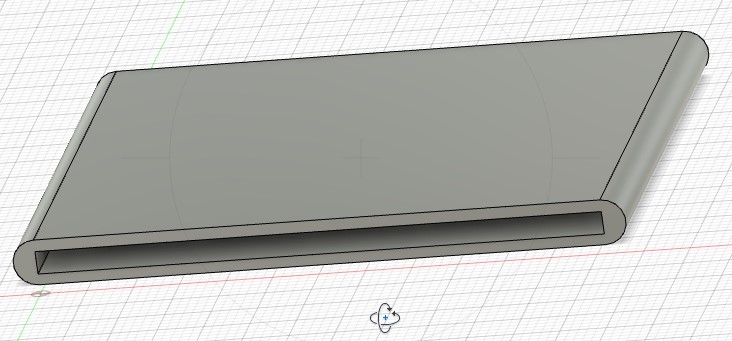
Utilisation d’un logiciel de dessin industriel adapté comme Fusion 360
dimensions 66x5x55 avec une gorge de 3 mm de large pour une équerre de 2 à 2,5 mm d’épaisseur. Une fois le fichier dessiné on l’enregistre au format d’impression 3D .stl ou .obj. non sans avoir vérifié toutes les faces du dessin .
MISE EN PLACE DE L’IMPRESSION 3D
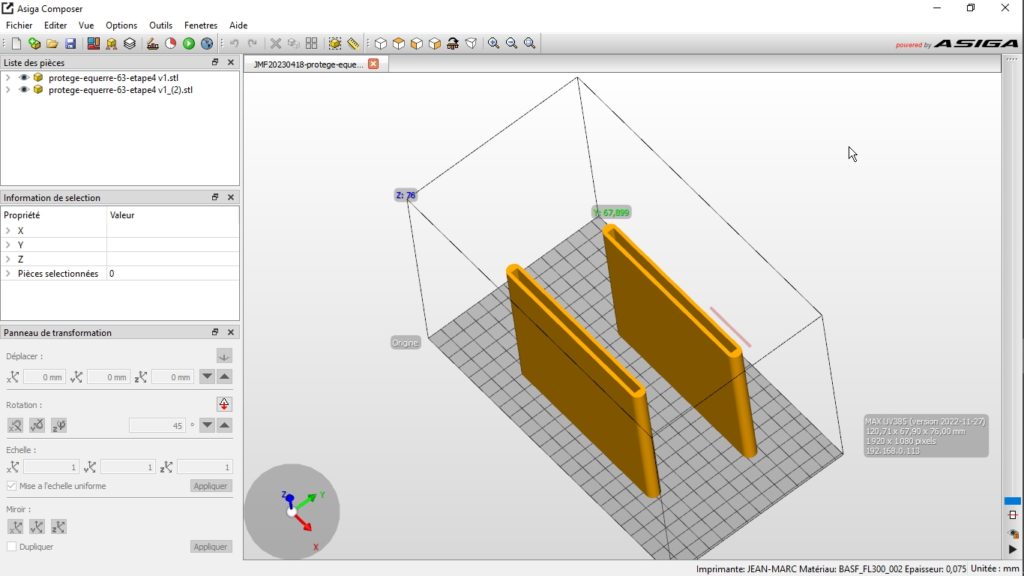
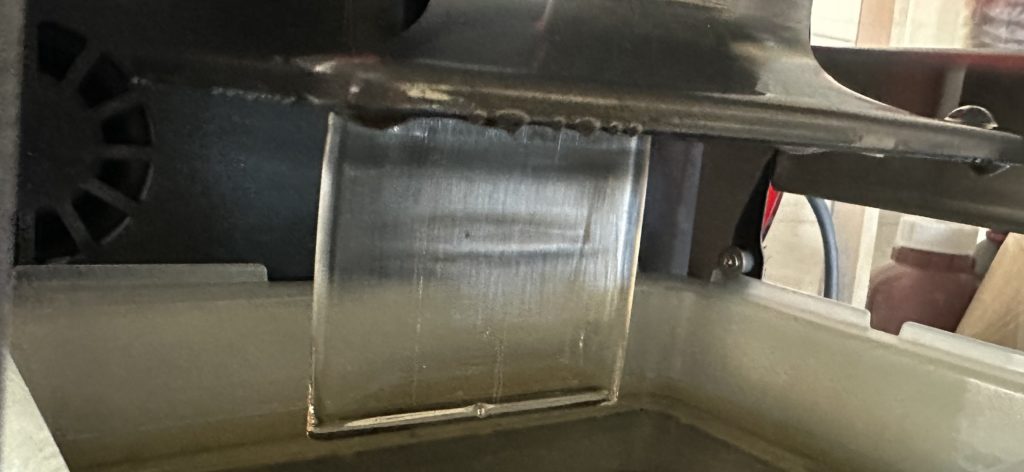
A l’aide du logiciel Asiga composer , on charge le fichier d’impression. On place la pièce à imprimer en position d’impression telle que rapportée sur l’image avec la gorge tournée vers le bain. Pour gagner du temps on peut imprimer plusieurs pièces à la fois en duplicant. Içi on avait 8 protège- équerre à réaliser. On décide pour ne pas compliquer d’en imprimer deux à la fois seulement car la pièce va être imprimée verticalement avec la gorge tête en bas pour laisser s’écouler la matière. Compte tenu de la faible épaisseur relative de gorge cet élément est resté un point délicat de l’impression.
POLYMERE UV et formulation : Le polymère ou plutôt la formulation encore appelée résine UV est choisie parmi les matières dites « rubber-like » commercalement disponibles dont les propriétés mécaniques sont intéressantes pour l’application . Dans ce cas nous avons une résine qui une fois polymérisée a les propriétés mécaniques suivantes DSA =60 ; Résistance Rupture =2MPa ; Allongement à la rupture =70% et Module de Young =13MPa. C’est une formulation de polyuréthane -acrylate transparent chargé avec un photoamorceur type BAPO ( voir article photoamorceur du mois d’avril 2023). La viscosité de la formulation est de 380mPa.s à 30°C . On conseille d’imprimer entre 25° et 30°C pour avoir une viscosité assez faible ( <1000mPa.s) et un bon écoulement de la résine entre chaque couche d’impression. On aurait pu pour cette application choisir d’autres élastomères UV à condition de conserver une résistance à la déchirure satisfaisante > 10kN/m ( EPDM , Silicones …) . En effet les bords de l’équerre métallique sont relativement tranchants et demandent un matériau élastomère qui ne se déchire pas ( voir la vidéo avec l’utilisateur)
CONDITIONS D’IMPRESSION 3D-UV
On remplit le bac d’impression avec 220g de résine UV flexible transparente et on fixe la température à 30°C. Chaque couche ayant une épaisseur de 75 microns, on aura donc 733 couches à imprimer pour avoir la taille de 55mm en hauteur . On choisit une puissance moyenne de 10mW/cm2 et 5s d’exposition pour la couche d’accroche sur le plateau et ensuite 2s d’exposition pour toutes les autres couches. Le temps d’attente entre chaque exposition est conditionné par la levée du plateau 2,4mm/s, l’attente 0,1s entre chaque impression et la redescente à 2,4mms. Le temps d’exposition total enregistré a été d’environ une heure pour 2 pièces sans optimiser le process.
Sur la photo est représenté le protège -équerre (pièce d’essai unique) qui est détachée du plateau après impression,égouttée pour laisser couler la résine non polymérisées rincée à l’isopropanol et séchée. Aucun post-cure n’est effectué. Le touché est à peine collant en surface.
FONCTIONNALITE
Nous avons vérifié la fonctionnalité en mesurant les dimensions de l’objet imprimé. Ce dernier correspond aux dimensions souhaitées à +/-0,1 mm.
On enfile alors le protège équerre imprimé sur l’équerre métallique prêtée par l’utilisateur pour réaliser la pièce d’épreuve. Le protège équerre imprimé en 3D s’enfile parfaitement . Il est temps d’aller voir l’utilisateur une fois que les 8 pièces demandées auront été imprimées. Nous gardons la pièce d’épreuve en échantillon témoin.
Pour finir cette démo nous avons réalisé des desssins de pièces avec des trous pour pouvoir fixer les équerres si nécessaires mais nous n’avons pas eu besoin d’imprimer ces pièces avec les trous car l’utilisateur a jugé l’utilisation satisfaisante avec le protège équerre en surface pleine .
DISCUSSION
POLYPOC démontre donc dans cet article, la réactivité possible que l’on peut avoir dans la réalisation de pièces de protection à la demande (protections de coins, de bords en général). L’impression UV de part la qualité du respect des géométries et de la rapidité d’impression constitue un mode d’impression de choix. Pour des pièces aux dimensions plus grandes, il sera possible également selon votre demande de voir comment on adapte l’impression sur une imprimante avec un plateau plus grand et un déplacement vertical plus important. POLYPOC peut louer pour vous le temps d’impression machine pour cette occasion après avoir vérifié le prototypage sur l’Asiga max .
N’hésitez pas à nous contacter pour toute évaluation.
Les photoamorceurs peuvent être comparés aux moteurs des voitures. Ils sont les moteurs des réactions de photopolymérisation. En effet ces composés organiques ou organométalliques formulés en faible quantités avec les photopolymères se décomposent sous l’effet du rayonnement lumineux (source naturelle ou artificielle) en absorbant dans un premier temps des photons pour passer à des états excités.
Photoamorceurs de type I/
Pour certains de ces composés, ils vont se transformer et libérer des radicaux libres par scission de certaines liaisons à partir des états excités. On a alors un processus monomoléculaire. Un exemple est donné Equation (1)
Mode d’activation d’un photoamorceur de type I
Photoamorceurs de type II/
D’autres photoamorceurs absorbent le rayonnement et évoluent vers des états excités capables de réaliser des réactions de transfert d’hydrogène ou de transfert électronique avec un donneur d’hydrogène à partir d’états dit excités. Dans ce cas le donneur d’hydrogène est transformé avec un groupe radical amorceur.
On a un processus bimoléculaire
Un exemple est donné Equation (2)
Mode d’activation d’un photoamorceur detype II
Photoamorceurs pour l’impression 3D /
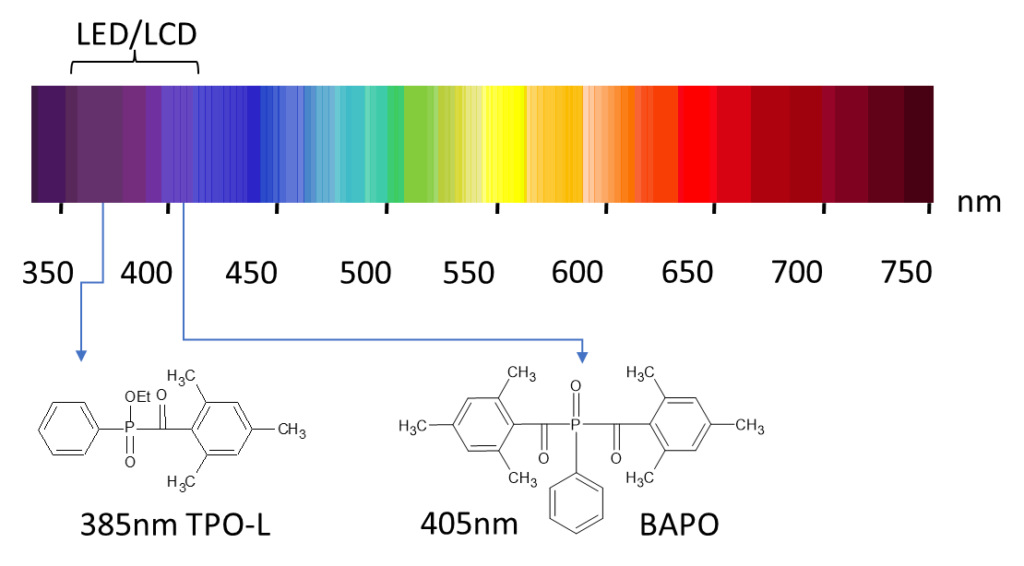
Pour l’impression 3D il sera essentiel d’avoir des photoamorceurs adaptés aux longueurs d’onde d’émission des sources lumineuses des imprimantes 3D. Quelques exemples sont donnés ci-après en relation avec le spectre électromagnétique UV-visible.
Photoamorceurs usuels pour la photopolymérisation des résines 3D des imprimantes
Les imprimantes 3D de type SLA-DLP ont des sources lasers ou diodes électroluminescentes qui émettent dans le domaine UV-visible
365-385et 405 nm
Les imprimantes 3D de type LCD ont des sources de diodes électroluminescentes qui émettent à travers un écran de cristaux liquides qui filtre l’émission dans le visible (violet/bleu) 405-410nm
La nature des photoamorceurs doit remplir certaines conditions de non toxicité et en particulier la cytotoxicité cellulaire doit être faible ou nulle pour permettre l’accès à des marchés réglementés (dispositifs médicaux).
De nombreuses recherches sont effectuées aujourd’hui par des laboratoires académiques ou industriels pour trouver des molécules greffées ou non applicables comme photoamorceurs et ne présentant pas de cytotoxicité. A POLYPOC-3D nous pouvons vous guider pour le choix de photoamorceurs greffés efficaces et à faible pouvoir migrateur.
Vous pouvez consulter un article récent décrivant la cytotoxicité des photoamorceurs cités dans cet article vis-à-vis de cellules humaines.
Cytotoxic and cytocompatible comparison among seven photoinitiators-triggered polymers in different tissue cells
Tous ces critères permettent aujourd’hui d’envisager la mise sur le marché de photoamorceurs non toxiques et non-cytotoxiques . Certains sont déjà disponibles et commercialisés par les fabricants et distributeurs de photoamorceurs en France.
La Fabrication Additive par photopolymérisation de matériaux en cuve encore appelée 3D-UV vat ( en Anglais) est aujourd’hui en plein essor et peut apporter des solutions innovantes pour la fabrication d’objets performants. Nous vous aidons à découvrir ces technologies en proposant des formations, des cours, des démonstrations .
Nous pouvons réaliser des missions (études /expertises) en partenariat par exemple pour établir des preuves de concept (agrément CIR).
En 2023, POLYPoC concentre ses efforts sur la mise en place de solutions innovantes pour que ces matériaux puissent rentrer dans un processus d’économie circulaire et devenir plus durables. Un enjeu important est de trouver des solutions pour le recyclage ou la biodégradation des matériaux thermodurcissables utilisés en 3D-UV. Des approches de recyclage/biodégradation menées par POLYPoC seront montrées dans les prochains mois.